Steel is an alloy of iron, containing up to 2% of carbon (usually up to 1%). Steel contains lower (compared to pig iron) quantities of impurities like phosphorous, sulfur and silicon. Steel is produced from pig iron by processes, involving reducing the amounts of carbon, silicon and phosphorous. Wrought iron has only a little carbon (.02 to .08 percent), just enough to make it hard without losing its malleability. Cast iron, in contrast, has a lot of carbon (3 to 4.5 percent), which makes it hard but brittle and non-malleable. In between these is steel, with .2 to 1.5 percent carbon, making it harder than wrought iron, yet malleable and flexible, unlike cast iron.
Steel Making Process
Blast Furnace
The steel making process begins when iron ore is mined from the ground. One type of iron ore is hematite, which is reddish
in colour and is valuable because it contains a high 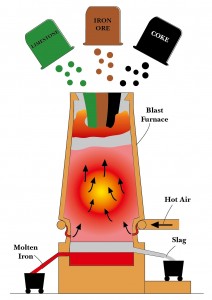 percentage of iron. At the steel making centre the iron ore, along with coke and limestone, is mixed together inside a blast furnace. The tremendous heat needed to
percentage of iron. At the steel making centre the iron ore, along with coke and limestone, is mixed together inside a blast furnace. The tremendous heat needed to
melt the coke, limestone, and iron ore is attained by a continuous blast of hot air introduced at the bottom of the furnace. The coke burns first. It, in turn, melts the iron ore and limestone, and a chemical reaction takes place that produces free iron. As everything melts, it trickles down through the tall stack, and collects in a molten pool at the bottom of the blast furnace. Since the iron is the heaviest, it sinks to the bottom of the furnace. The limestone reacts with impurities, forming slag, a relatively useless byprod
uct. The slag floats on top of the molten pool and looks like a scum.
Basic Oxygen Furnace
The most important product tapped from the blast furnace is the molten iron (also referred to as pig iron).
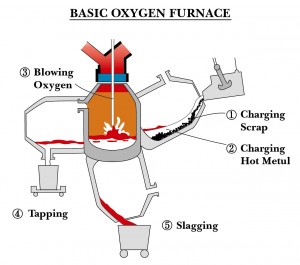
In order to make it into steel the molten iron, along with some steel scrap, is poured into a Basic Oxygen Furnace. What makes this process so productive is the oxygen blast which comes through a “lance” that is lowered into the furnace. Massive amounts of oxygen enter the furnace at supersonic speeds, which intensify the heat. This causes an intense chemical reaction, which subsequrently reduces the amount of carbon in the molten iron. When this process is finished, the molten steel is poured into a large ladle, and the slag is poured into another ladle.
Continuous Casting Process
After the steel is produced from pig iron in the Basic Oxygen Furnace, it is made into
thick cast slabs through the continuous casting process. 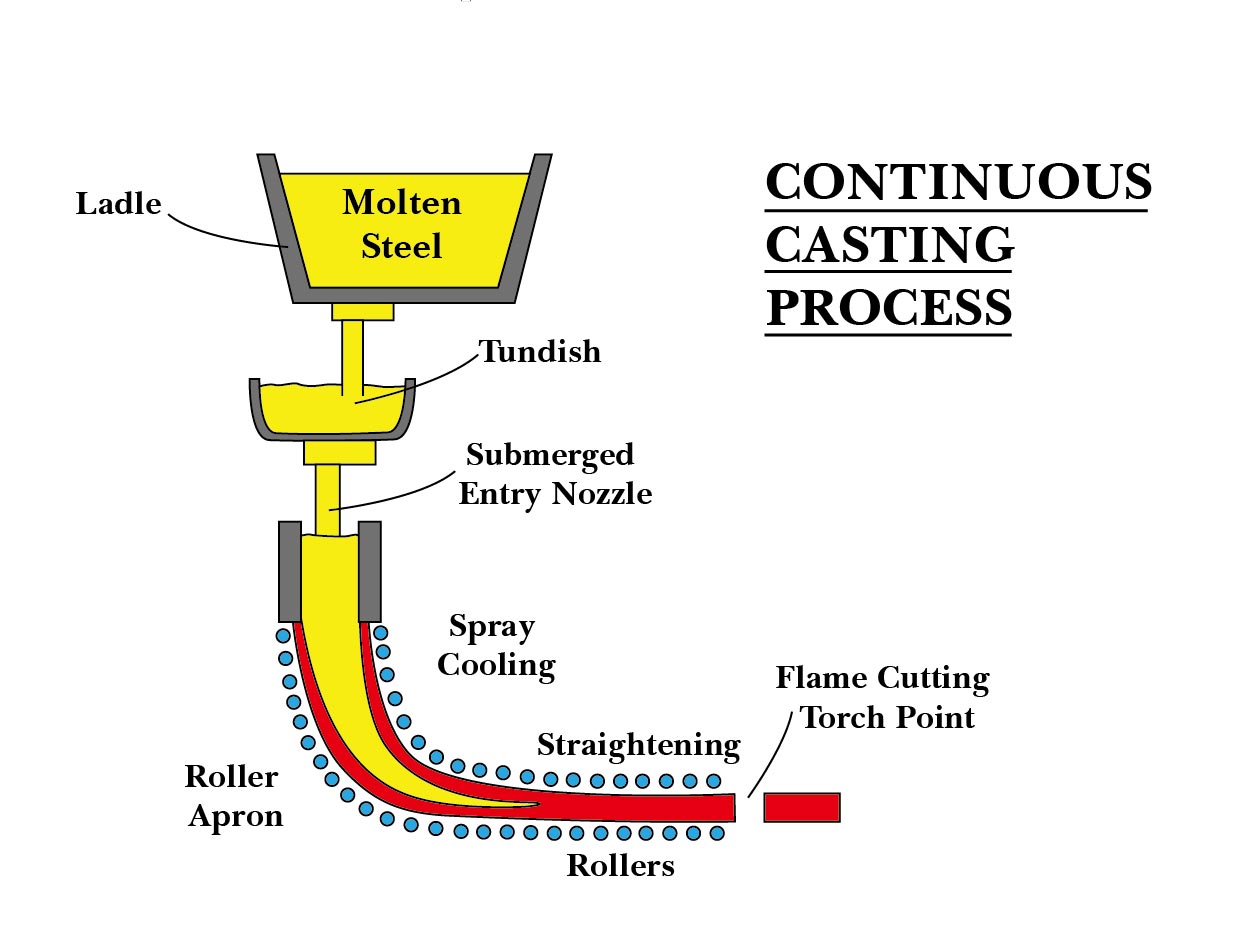 The molten steel is brought from the Basic Oxygen Process in a ladle. A stopper at the bottom of the ladle is removed, and the metal flows into a resevoir called a tundish. This is filled with the entire load from the ladle. As it is being filled, it releases the molten steel in a continuous stream through a hole in its base. The steel flows out at a steady rate and is distributed into a series of moving molds. The metal solidifies as it moves through a roller apron. Next, the metal enters the straightener. The straightener contains rollers that reshape the slightly curved metal into a flat slab. Last of all, flame-cutting torches cut the metal to a predetermined length.
The molten steel is brought from the Basic Oxygen Process in a ladle. A stopper at the bottom of the ladle is removed, and the metal flows into a resevoir called a tundish. This is filled with the entire load from the ladle. As it is being filled, it releases the molten steel in a continuous stream through a hole in its base. The steel flows out at a steady rate and is distributed into a series of moving molds. The metal solidifies as it moves through a roller apron. Next, the metal enters the straightener. The straightener contains rollers that reshape the slightly curved metal into a flat slab. Last of all, flame-cutting torches cut the metal to a predetermined length.
Steel Strip Processing
The last stage of the steel making process involves reducing the size of the cast slabs at a rolling mill into steel strips.
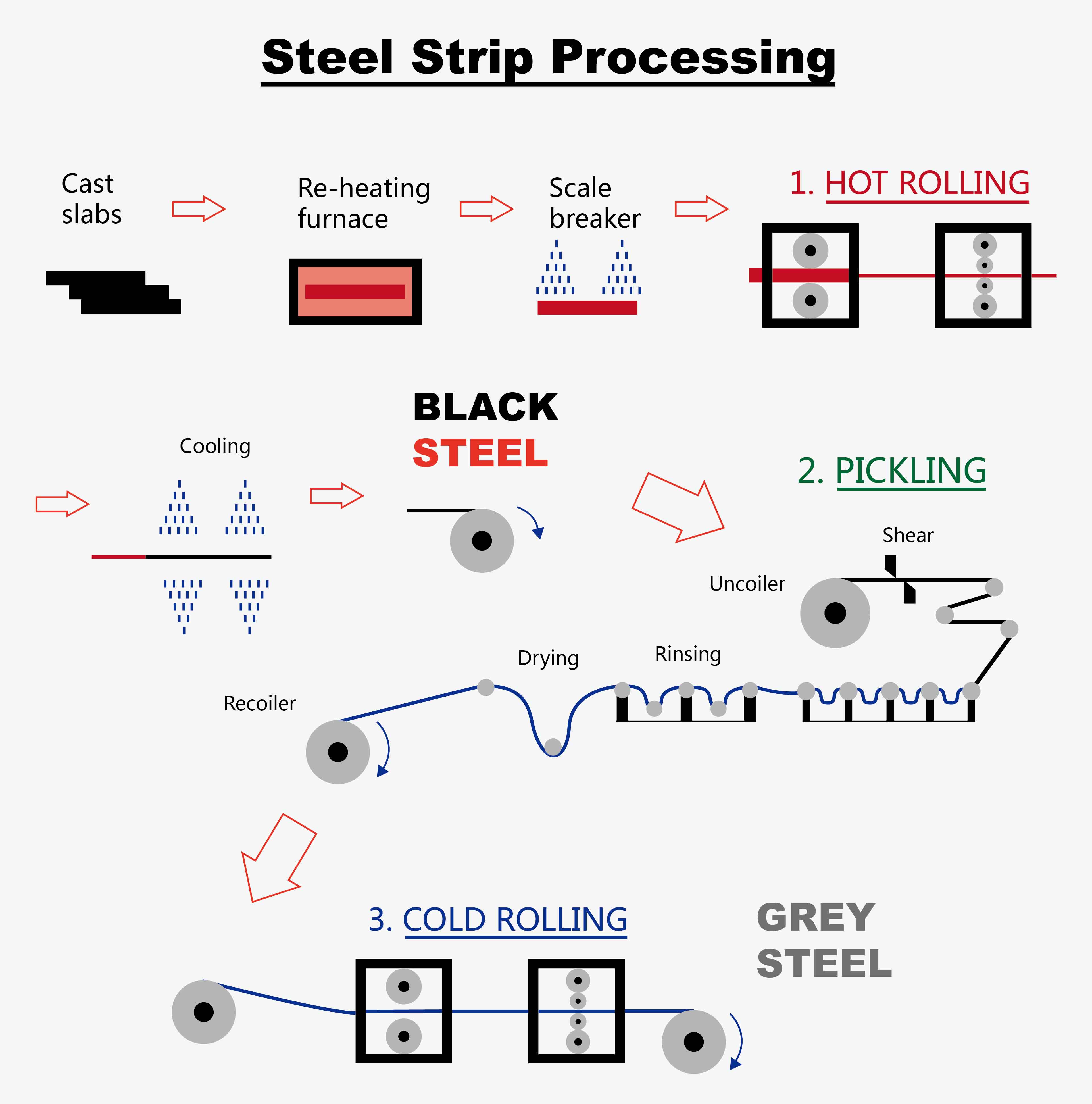
To prepare the slabs for rolling they are first reheated in a furnace to the temperature 2200-2280ºF (1200-1250ºC). After that Iron oxides form on the slab surface as a result of high temperature oxidation in the reheating furnace. A scale breaker utilizes high pressure water jets directed to the slab surface. After this the steel is supplied to factories in coiled strips with a thickness (gauge) of up to 0.2” (5 mm).
These steel strips are supplied mainly in 3 different material conditions.
These include:
1. Hot rolled.
2. Pickled.
3. Cold rolled.
Final Factory Process
Once the steel coil arrives at the Professional Steel factory, whether it is hot or cold rolled steel, it is then cut and stamped into a steel disk. This disk is then either pressed, into a cookware utensil such as a grill pan, or it is spun, into an item such as a stir wok. As explained here, grey cold-rolled steel is generally the more suitable material to spin if you want a particularly heavy gauge pan, such as over 2.0mm thick. However, black steel does have the advantage that when it arrives in the factory it already has a naturally formed metal oxide layer over it which provides some corrosion resistance, in contrast to bare grey steel which does not.
During the stamping and spinning stage of the manufacturing process the steel always has a thin coat of oil to protect it from oxidation. Before a pan can be glaze wax coated or sand blasted, it must be given a pre-wash to remove all the oil on it. The last stage of the Professional Steel manufacturing process is for the pan to have a high quality handle attached to it. After this the Professional Steel pan is ready to be exported to, and enjoyed by consumers, in a variety of countries all over the world.